

Calculating Residue Limits: MACO, ADE & LD₅₀ – Choosing the Right Approach

Setting appropriate residue limits is foundational to cleaning validation in pharmaceutical manufacturing. With multi-product facilities and stricter global regulations, QA and validation leads must move beyond one-size-fits-all formulas to scientifically justified limits like Maximum Allowable Carryover (MACO), Acceptable Daily Exposure (ADE), and, where required, LD₅₀. This guide demystifies these approaches, highlights regulatory trends for 2025, and shows how leveraging automation like Leucine’s CLEEN can make compliance seamless.
Understanding the Core Approaches
What Is Maximum Allowable Carryover (MACO)?
MACO determines the maximum residue from a previous product that may remain on manufacturing equipment without risking patient safety in the next product batch. Proper calculation and verification underpin every compliant cleaning validation protocol.
MACO Calculation Methods
- Dose-Based MACO: Uses minimum therapeutic dose of previous product, maximum daily dose of next product, batch size, and a safety factor. Traditional, still valid for non-potent APIs where data is robust.
- Health-Based MACO (ADE/PDE): Uses scientifically justified toxicological limits such as ADE or PDE. Regulators now strongly favor this over legacy “10 ppm” or “1/1000th dose” criteria for most products, especially potent or cytotoxic compounds. Learn more in A Discourse on Residue Limits.
Health-Based Exposure Limits: ADE & PDE
- Acceptable Daily Exposure (ADE): Quantifies the maximum daily amount of residue that won’t cause harm, derived via expert toxicological assessment.
- Permitted Daily Exposure (PDE): Used interchangeably with ADE, based on EMA guidelines.
ADE/PDE-based MACO ensures residue limits are patient-centered and aligned with modern best practices. This methodology uses scientific data like NOAEL (No Observed Adverse Effect Level) and safety/uncertainty factors for robust, auditable justifications.
Pro Tip: CLEEN seamlessly automates health-based exposure limit calculations, dynamically adjusting MACO values as new toxicological data emerges—enabling real-time compliance across products and facilities.
LD₅₀ Approach: When and Why?
- LD₅₀ (Lethal Dose 50%): Indicates dose that is fatal to 50% of a test population, usually expressed in mg/kg. Historically used for residue calculations when toxicology/pharmacology data is limited.
- Converts LD₅₀ to PDE/ADE with safety factors (often 100–1000), making it highly conservative.
Industry Best Practices: As of 2025, regulators and thought leaders recommend transitioning away from the LD₅₀-only method except when no better toxicological data is available, as it overestimates risk and may unnecessarily disrupt operations or restrict cleaning agent usage. Learn how to set residue limits for cleaning agents.
Regulatory Drivers and Industry Trends
- FDA & EMA Expectations: Health-based MACO using ADE/PDE is standard. Outdated “visual cleanliness” or fixed ppm rules are no longer accepted for primary compliance—quantitative analysis and risk-based rationale are must-haves.
- Continuous Verification: Cleaning validation is a lifecycle—not a one-time exercise. Data trending, revalidation triggers, and digital traceability are now essential features of compliance programs. Read more in Cleaning Validation Guidelines 2025.
- Validated Methods: Swab and rinse sampling, coupled with validated analytical detection (HPLC, TOC, etc.), are critical to proving your limits are meaningful and achievable in routine operations. For protocol design, review the SOP for Cleaning Validation.
Best Practices for Calculating and Verifying Residue Limits
- Prioritize Health-Based MACO
Use ADE/PDE wherever possible. For legacy or missing toxicology, convert LD₅₀ with robust safety margins—but document rationale and limitations. - Validate Sampling & Analytical Methods
Achieve ≥70% recovery in swab tests. Match sampling area, solvent type, and detection methods to each residue and equipment design. Set acceptance criteria in mg/swab, mg/cm², or ppm depending on method. - Document Risk and Rationale
Justify every input and safety factor used in calculations. Provide traceability, rationale, and links to product risk in every protocol. - Embrace Automation
Move away from spreadsheets—integrate with digital cleaning validation solutions like CLEEN for traceable, auditable, real-time calculations.
Pro Tip: Let CLEEN automate MACO recalculations as soon as batch size, ADE, or process changes are entered—driving compliance and efficiency across global sites.
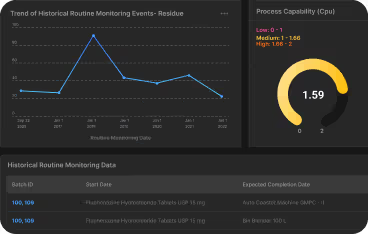
Example: Health-Based MACO Calculation in Practice
Suppose Product A's ADE is 0.5 mg/day. Batch size of Product B is 500 kg (500,000,000 mg), and its max daily dose is 1,000 mg.
MACO = (ADE × batch size of next product) / max daily dose of next product
MACO = (0.5 × 500,000,000) / 1,000 = 250g
Now, adjust this limit based on sampling area or rinse volume to define actionable swab/rinse limits.
Leveraging CLEEN for Effortless Compliance
CLEEN offers:
- Automated HBEL & dose-based calculations
- Real-time residue monitoring and audit-ready documentation
- Seamless LIMS integration for robust data integrity
- Smart risk scoring and protocol generation for new drug introduction


Pro Tip: CLEEN provides version-controlled, centralized workflows—making regulatory inspections, deviation tracking, and lifecycle management easy for pharma QA, QC, and validation teams.
Frequently Asked Questions
1. Why are ADE and PDE preferred over LD₅₀-based residue calculations now?
Current regulatory science prefers ADE/PDE because they use realistic toxicological data and safety margins, reducing overly strict or unscientific limits imposed by LD₅₀-alone methods[
2. What is a typical safety factor when converting LD₅₀ to residue limits?
A common safety factor of 100–1,000 is applied to LD₅₀, but documentation must justify this number based on compound risk, route, and patient population
3. Do I need to use swab and rinse sampling for all validations?
Yes—both methods, when validated for recovery and specificity, are expected in robust programs. Each has advantages depending on equipment design and residue properties